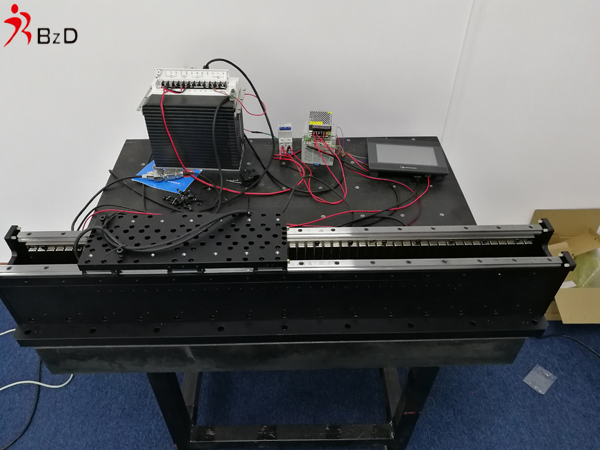
直线电机根据其结构分为多种类型。作为精密线性位移机构的动力源,经常使用双面扁平矩形线性电动机。由于线圈的重量轻,在大多数情况下使用动圈式。永磁无刷直线直流电动机没有齿槽和吸引力,因为它没有用于卷绕的芯或槽,采用双边结构消除了初级和次级之间的正常吸力。这些特性使这款
直线电机成为低摩擦,轻载,高加速,高速和超低速条件下的理想动力源。因此,对于用于精密和超精密加工的线性电动机,需要高精度定位能力,良好的动态性能和低速稳定性,并且优选永磁无刷线性DC电动机。选择直线电机时,应优先考虑以下参数:最大加速度,最大速度,恒速额定推力,最大推力等。
精密测量和反馈控制系统
精密测量装置
由于线性电动机转子直接连接到工作台的滑动部分,因此线性电动机驱动工作台只能通过闭环控制。为了防止线性电动机的电磁场干扰它,由线性电动机驱动的精密位移机构通常不使用诸如电感同步标尺和使用电磁感应原理的磁栅的部件。选择通过光电转换原理工作的光栅更合适。光栅放置在工作台内,以便于保护并减小工作台的外部尺寸。光栅读数头和刻度尺分别固定在工作台底座和滑块上,以便进行精确的位置测量。应选择高分辨率,高精度光栅尺。
系统协同控制的原则是:控制系统发出位置控制命令后,将指令值与刻度的实际位置反馈值进行比较,生成速度指令,然后与速度反馈值进行比较。速度采样循环。整流环的输入命令。整流环负责将指令从单相改为三相,位置调制反馈正弦信号送入三相电流控制器,通过与当前采样回路的反馈信号进行比较计算出电流误差,错误值由某个值决定。在操作补偿算法之后,输出是PWM信号。然后PWM信号进入功率转换电桥,该电桥使用325V高压直流母线模块为电机线圈提供所需电流,以便更新电机线圈电流以驱动和整流并进入下一轮控制。
错误补偿
位置控制的定位精度取决于光栅的分辨率和精度以及控制系统的精度。在整个装置安装后,通过更高的软件定点补偿可以提高精度
第一级位置测量装置(如
激光干涉仪)进行测量比较,设置多个点并逐点记录误差,将值存储在微机的EPROM中,然后控制软件进行定点补偿。改善光栅。降低了导轨直线度误差的检测精度和缺点。
保护和磁隔离
由于该工作台用于精密加工,切削力小,虽然直线电机是高加热元件,但由于负荷小,动载荷和静载荷变化不大,连续工作时间短,所以发热量很小。热量问题对工作台的正常工作几乎没有影响。
由于线性电动机磁场是开放的,诸如工件,芯片和工具的磁性材料容易被磁场吸引,以防止正常操作。另外,在切割过程中经常遇到切削液。因此,为了保护光栅,线性电动机等的正常运行,必须具有可靠的保护和磁隔离措施。工作台的保护通常通过柔性器官型护罩等来实现,其可以根据工作台的结构和实际情况来确定。