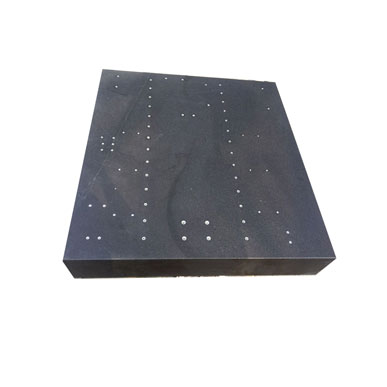
在装配的过程中,无论是铸铁件、大理石构件、大理石机械构件等,都有许多工作的关键点是符合合同的。为保证大理石机械构件产品的装配质量,按规定对各种大理石机械构件的装配技术要求进行操作。不同的大理石机械构件有不同的装配技术要求。

1。清洁和清洁零件。清洗工作包括清除铸件残留的砂、锈、屑等。特别是一些重要部位,如龙门铣刀、内腔等应涂防锈漆。零部件上的油污、锈迹或附着的碎屑,可用柴油、煤油或汽油作洗涤液清洗,然后用压缩空气干燥。
2。大理石机械构件密封应平行压入密封槽内,大理石机械构件密封面不变形、不损伤、不划伤。
3。车轮装配时,两个齿轮的轴线应在同一平面,相互平行,保证齿轮间隙正常,轴向位移≤2mm
4。大理石构件检查接头的接头面是否平整、变形,否则应进行修边、去毛刺,保证接头面接触紧密、平整、无歪斜。
5。匹配或连接前,匹配面一般需要润滑。特别是轴承部分的主轴箱和螺杆螺母部分的升降机构。

6。大理石构件的匹配尺寸应准确,装配时应重新检查或抽查匹配尺寸。大理石机械构件例如:主轴轴颈与轴承的配合部位,主轴箱与轴承的配合孔以及它们之间的中心距。
7。滑轮的装配要求是两个滑轮轴平行,滑轮槽的中心应该是正的,大理石机械构件过大的偏置会导致滑轮的张力不均匀,导致皮带打滑,加速磨损。同时,v带在装配前要进行选配,长度要一致,防止传动时产生振动。
8。轴承在装配前应清洗干净,大理石构件待防锈漆去除后才能进行装配;清洗时应检查滚道、滚体是否生锈,转动是否灵活;轴承装配时,配合件表面应涂一层润滑油,如装配时发现压差过大,应停机检查;装配轴承时,无型端应向内,大理石构件轴肩方向;轴承装配时,受力方向和位置应适当,滚道的滚动体不得受力。敲击均匀、对称,不得用力撞击,大理石机械构件以保证端面与轴垂直,防止安装倾斜。